
1、检验目的
金属线材原材料、成品质量
2、检验依据
GB/T 1179、GB/T 3428、GB/T 17048、JB/T 8134、GB/T 4909.7
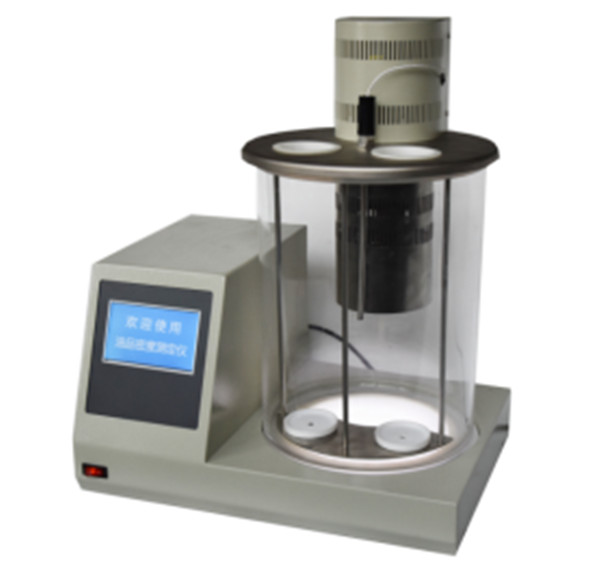
3、检测仪器设备
线材卷绕扭转试验机、试棒
4、试样制备
从表面检查合格的样品上截取一段试样,长度应满足卷绕圈数和操作的要求。
5、试验步骤
1)试棒固定:将试棒固定在夹具内,试棒的轴线和夹具的中心线应重合。
2)施加负荷:在试件的自由端,施加不超过试件拉断力5%的应力。
3)卷绕速度——稳定、均匀、缓慢
架空绞线用镀锌钢线——不超过15 r/min
硬铝线、合金圆线——不超过60 r/min
4)卷绕:应按照产品标准规定的方法进行卷绕试验,线匝应排列,不应重叠,并紧贴在试棒的表面上。
架空绞线用镀锌钢线的卷绕方法:一次卷绕试件,在规定直径的试棒上紧密卷绕8圈(芯轴直径见下表)。
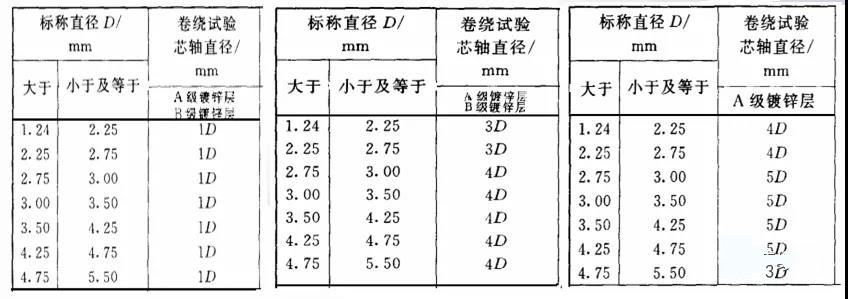
普通强度镀锌钢线的芯轴直径 高强度镀锌镀锌钢线的芯轴直径 特高强度镀锌钢线的芯轴直径
架空绞线用硬铝线和架空绞线用铝-镁-硅系合金圆线的卷绕方法:重复卷绕试件在直径与试样线芯直径相同的芯轴上紧密卷绕8圈,退绕6圈,退绕时试件呈螺旋状的部分应展开成直线形状,然后重新紧密卷绕在试棒上。
手工卷绕,当试棒直径等于试件的标称直径时,也允许用手工卷绕。先将试件弯成U形,并夹紧成“r”扣,然后用手工将试件一端绕着另一端紧密卷绕,如下图:
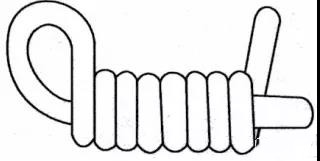
自身卷绕
6、试验结果评定
目测:用正常视力检查试件部分的表面,试件应不断裂。
本文转载自博缆会





 当前位置:
当前位置:

 热门推荐
热门推荐



